 英语
英语 Inelele de etanșare hidraulice obișnuite utilizate pentru cilindrii hidraulici includ următoarele tipuri: inel de praf, inel de etanșare a tijei pistonului, inel de etanșare tampon, inel de suport de ghidare, inel de etanșare a capacului de capăt și inel de etanșare a pistonului.
Cilindrul hidraulic este un fel de element de acționare hidraulic care transformă energia hidraulică în lucru mecanic de mișcare liniară. Înainte de instalare, verificați mai întâi calitatea suprafeței garniturilor. Dimensiunile geometrice și precizia etanșărilor trebuie să îndeplinească cerințele standard.
Producători de inele de împerechere au aranjat metodele de instalare a inelului de etanșare a cilindrului hidraulic:
Înainte de instalare, verificați mai întâi calitatea suprafeței elementului de etanșare, fără flash, bavuri, fisuri și tăiere. Defecte precum porozitatea și slăbirea, precum și dimensiunile geometrice și precizia etanșării trebuie să îndeplinească cerințele standard.
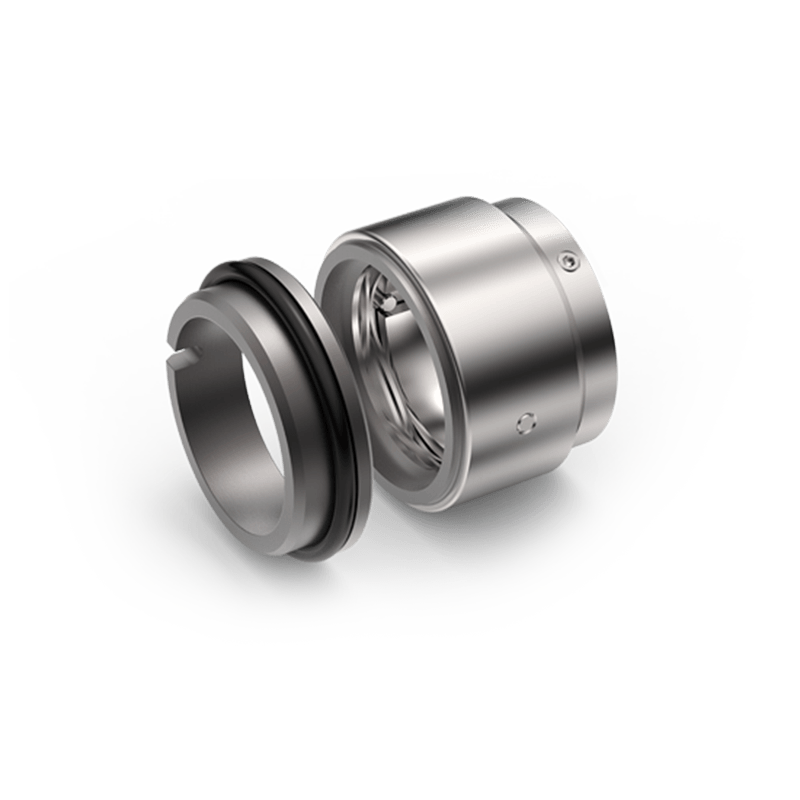
Inelul de etanșare combinat pentru orificiu este compus din inel O și inel de uzură:
Inelul O este ușor de instalat datorită elasticității sale mari; Inelul de uzură are o elasticitate slabă. Dacă este instalat direct, treptele și canelurile pistonului sunt ușor de zgâriat suprafața de etanșare, afectând efectul de etanșare. Pentru a vă asigura că inelul de uzură nu va fi deteriorat în timpul instalării, trebuie luate anumite măsuri de instalare. Inelul de uzură este realizat în principal din politetrafluoretilenă (PTFE) umplută, care are rezistență la coroziune și un coeficient mare de dilatare termică. Prin urmare, înainte de instalare, înmuiați-l în ulei de 100 ℃ timp de 20 de minute pentru a se moale treptat, apoi utilizați sculele prezentate în Figura 2 pentru a-l instala în canelura pistonului.
Sculele sunt compuse din manșon de poziționare și manșon de expansiune. Capul manșonului de localizare are o teșitură de 5o, care este folosită pentru a ghida inelul O și inelul de uzură în canelura de la capătul pistonului. Manșonul de expansiune este fabricat din oțel de 65 Mn cu elasticitate bună prin tratament termic și prelucrat într-o structură uniformă și simetrică cu 8 lobi. Trebuie remarcat faptul că la prelucrarea găurilor din partea inferioară a fiecărei clapete, indexarea trebuie să fie uniformă. Când frezați fiecare clapă, gura ferăstrăului ar trebui să fie aliniată cu centrul găurii pentru a se asigura că fiecare clapă a manșonului de expansiune se poate extinde uniform. În același timp, toate piesele vor fi teșite (netede) pentru a evita deteriorarea inel de etanșare .
Temperatura: ≤ 80℃
ATM. Inel rotativ lateral:B
Presiune: ≤ 0,5 MPa
Inelul scaunului Atm.side: V1












